1. Гладкие сопряжения и калибры
1.1 Расчет допусков и посадок гладких цилиндрических сопряжений
1.2 Калибры для контороля гладких цилиндрических соединений
2. Расчет и выбор посадок подшипника качения
3. Шероховатость, отклонение формы и расположения поверхностей
4. Допуски и посадки шпоночных и шлицевых соединений
4.1 Шпоночное соединение
4.2 Прямобочное шлицевое соединение
4.3 Эвольвентное шлицевое соединение
Литература
1. Гладкие сопряжения и калибры
1.Задана посадка Æ56H6/k5.
Посадка с переходная.
Предельные отклонения отверстия Æ56H6: верхнее ES=+19мкм; нижнее EI=0.
Предельные отклонения вала Æ56k5: верхнее es=14 мкм; нижнее ei=+1 мкм.
Dmax = D + ES = 56 + 0,019 = 56,019 мм;
Dmin = D + EI = 56 + 0 = 56 мм;
dmax = d + es = 56 +0.014 = 56,014 мм;
dmin = d + ei =
56 + 0.001 = 56,001 мм;
TD = IT6 = 19 мкм;
Td = IT5 = 13 мкм;
Smax = ES - ei = 19- 1 = 18 мкм;
Smin = EI - es = 0 - 14 = -14 мкм;
TS = Smax - Smin
= 18 + 14 = 32 мкм.
Проверка: TS = Td+TD 32= 19 + 13
2.Задана посадка Æ70S6/h7.
Посадка с зазором.
Предельные отклонения отверстия Æ70S6: верхнее ES=-59мкм; нижнее EI=-78.
Предельные отклонения вала Æ70h7: верхнее es=0 мкм; нижнее ei=-30 мкм.
Предельные размеры
отверстия и вала:
Dmax = D + ES = 70 + (-0.059) = 69.941 мм;
Dmin = D + EI = 70 + (-78) = 69.922 мм;
dmax = d + es = 70 + 0 = 70 мм;
dmin = d + ei = 70
+ (0.030) = 69.970 мм;
Допуски размеров
отверстия и вала:
TD = IT6 = 19 мкм;
Td = IT7 = 30 мкм;
Параметры посадки (с зазором).
Nmax = dmax - Dmin = = -0,078 мм;
Nmin = dmin - Dmax = = -0,029 мм;
TN = Nmax - Nmin = -0,0678
+ 0,029 = -0,049 мм.
Проверка: TN = Td+TD 0,049 = 0,019 + 0,030
3.Задана посадка Æ105F7/h7.
Посадка c зазором.
Предельные отклонения отверстия Æ53H7: верхнее ES=+30мкм; нижнее EI=0.
Предельные отклонения вала Æ53k5: верхнее es=+15 мкм; нижнее ei=+2 мкм.
Предельные размеры
отверстия и вала:
Dmax = D + ES = 53 + 0,030 = 53,030 мм;
Dmin = D + EI = 53 + 0 = 53 мм;
dmax = d + es = 53 + 0,015 = 53,015 мм;
dmin = d + ei
= 53 + 0,002 = 53,002 мм;
Допуски размеров
отверстия и вала:
TD = IT7 = 30 мкм;
Td = IT5 = 13 мкм;
Параметры посадки (переходная).
Smax = Dmax - dmin = 53,030 - 53,002 = 0,028 мм;
Nmax = dmax - Dmin = 53,015 - 53 = 0,015 мм;
Smin = -Nmax = -0,015 мм;
Nmin = -Smax = -0,028 мм;
TS(N) = Smax +
Nmax = 0,028 - 0,015 = 0,043 мм.
Проверка: TS(N) = Td+TD 0,043 = 0,013 + 0,030
4.Задана посадка Æ21H8/h7.
Посадка с зазором.
Предельные отклонения отверстия Æ21H8: верхнее ES=+33мкм; нижнее EI=0.
Предельные отклонения вала Æ21h7: верхнее es=0 мкм; нижнее ei=-21 мкм.
Предельные размеры
отверстия и вала:
Dmax = D + ES = 21 + 0,033 = 21,033 мм;
dmax = d + es = 21 + 0 = 21 мм;
dmin = d + ei
= 21 + (-0,021) = 20,979 мм;
Допуски размеров
отверстия и вала:
TD = IT8 = 33 мкм;
Td = IT7 = 21 мкм;
Параметры посадки (c зазором).
Smax = Dmax - dmin = 21,033 - 20,979 = 0,054 мм;
Smin = Dmin - dmax = 21 - 21 = 0;
TS = Smax -
Smin = 0,054 - 0 = 0,054 мм.
Проверка: TS = Td+TD 0,054 = 0,021 + 0,033
Полученные данные для
всех посадок заносим в таблицу 1.1.
Таблица 1.1 Типы и
параметры посадок
Обозначение Посадки Предельные размеры Предельные размеры Отверстия переходная Рисунок 1.1 - Схема
посадки №1 с зазором
Рисунок 1.2 - Схема
посадки №2 с натягом
Рисунок 1.4 – Схема
посадки №4 с зазором
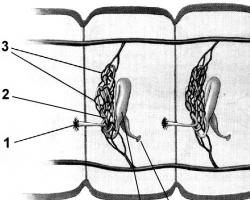
Рисунок 1.5 – Эскизы
сопрягаемых деталей: а) отверстия; б) валы; 1.2 Калибры для контроля
гладких цилиндрических соединений
Разработаем предельные
калибры для контроля сопряжения Æ34H7/s7. Устанавливаем допуски на изготовление предельных
калибров по таблице 3 и 4. Исходные данные: Для отверстия Æ34H7: Н=4 мкм; Z=3,5 мкм; α=0. Для вала: Æ34s7: H 1 =4 мкм,
Z1=3,5 мкм, H p =1,5 мкм, α 1 =0, Y1=3 мкм. Исполнительный размер проходной стороны
калибра-пробки:
Прmax= Dmin+Z+=34+0,0035+0,004/2=34,0055
мм;
размер на чертеже Æ34,0055 -0,004 мм. Исполнительный размер непроходной стороны
калибра-пробки:
Неmax= Dmax- α +=34,025-0+0,004/2=34,027 мм;
размер на чертеже Æ34,027 -0,004 мм. Исполнительный размер проходной стороны
калибра-скобы:
Прmin= dmax-Z 1 - =34,068-0,0035-0,004/2=34,0625 мм;
размер на чертеже Æ34,0625 +0,004 мм. Исполнительный размер непроходной стороны
калибра-скобы:
Неmin= dmin+ α 1 - =34,043+0-0,004/2=34,041 мм; размер на чертеже Æ34,041 +0,004 мм. Исполнительный размер контрольного
калибра:
К-Иmax= dmax+ Y 1 - α 1 +=34,068+0,003-0+0,0015/2=34,07025 мм;
размер на чертеже Æ34,0702 -0,0015 мм. Исполнительный размер проходного
контрольного калибра:
К-Прmax= dmax-Z 1 +=34,068-0,0035+0,0015/2=34,06525 мм;
размер на чертеже Æ34,0652 -0,0015 мм. Исполнительный размер непроходного
контрольного калибра:
К-Неmax= dmin+ α 1 +=34,043+0+0,0015/2+0=34,04375 мм;
размер на чертеже Æ34,0437 -0,0015 мм. Шероховатость рабочих
поверхностей калибров:
R a ≤ 0,012T разм (H 1 ,H), H 1 =H=4 мкм; R a = 0,012۰4 = 0,048 мкм;
Принимаем R a из стандартного ряда Для обоих калибров: R a =0,05 мкм.
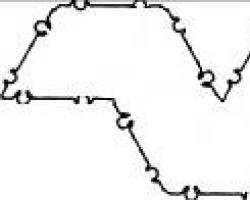
Рисунок 1.6 Схемы полей
допусков предельных калибров
2. Расчет и выбор посадок подшипников
качения
Исходные данные: подшипник 409; класс точности 0; радиальная сила F=4000 H; вращающимся является внутреннее кольцо. 1. Параметры подшипника 409: d=45 мм; D=120 мм; B=29 мм; r=3,0
мм. В рассматриваемом узле вращающимся кольцом является внутреннее кольцо
подшипника, поэтому его посадку на вал производим с натягом, а наружное кольцо
устанавливаем в корпус с зазором. 2. Определение минимального потребного натяга для внутреннего кольца
подшипника:
где коэффициент k=2 для тяжёлой серии подшипника. 3. Определение максимального допустимого натяга внутреннего кольца
подшипника:
По таблице 9 определяем предельные отклонения размеров: для отверстия: ES=0; EI=–12
мкм; для вала: es=+25 мкм; ei=+9
мкм; 5. Определение минимального и максимального натяга в соединении:
Tак как >(9 мкм > 4,522 мкм), а >(37 мкм
< 205,2 мкм), можно заключить, что посадка внутреннего кольца подшипника
выполнена правильно. 6. Выбираем посадку для наружного кольца подшипника из рекомендованных: Æ 120H7/l0. Предельные отклонения: для отверстия:
TD=35 мкм;
для вала:
ei=–15 мкм. Td=15 мкм;
Для выбранной посадки максимальный зазор:
S max =ES–ei=35–(–15)=50 мкм.
Для выбранной посадки минимальный зазор:
Smin=EI–es=0–0=0
мкм. 7. Строим схему полей допусков выбранных посадок для колец подшипника
качения:
8. Эскиз сборочного узла
Рисунок 2.2 Сборочный узел
3. Шероховатость, отклонения формы и
расположения поверхностей
Исходные данные: 1. Æ 45k6; Td=16 мкм; 2. Æ 50n7; Td=25 мкм; 3. Æ 45k6; Td=16 мкм; 4. Æ 25r7; Td=21 мкм; 5. Æ 53 -0,3 ; Td=300 мкм; 6. Æ 55 -0,3 ; Td=300 мкм; 7. 18h6; Td=11 мкм; 8. 9h15; Td=580 мкм; 9. Æ 14N9; Td=43 мкм;
3.1 Шероховатости отмеченных поверхностей
находим сообразно назначению этих поверхностей и допуску их размера
3.1.1 Определим шероховатость для
посадочных мест подшипников качения принимаем R a =0,63
мкм из стандартного ряда. Поверхность Æ 45k6: Td=16
мкм Аналогично предыдущей поверхности R a =0,63 мкм.
3.1.2 Шероховатость для ответственных
поверхностей, образующих с сопрягаемыми поверхностями других деталей
определённые посадки В общем случае выделенные поверхности
можно считать поверхностями нормальной геометрической точности, для которых
параметр шероховатости T Æ . принимаем R a =1,25
мкм из стандартного ряда. Поверхность Æ 25r7: Td=21
мкм;
принимаем R a =1,00
мкм из стандартного ряда. Поверхность Æ 18h6: Td=11
мкм;
принимаем R a =0,32
мкм из стандартного ряда.
3.1.3 Определение шероховатости
поверхностей, к которым не предъявляются высокие требования Поверхность Æ 53 -0,3:
Td=300 мкм;
Поверхность Æ 55 -0,3:
Td=300 мкм;
принимаем R a =12,5
мкм из стандартного ряда. Поверхность Æ 9h15: Td=580
мкм;
принимаем R a =25
мкм из стандартного ряда. Шероховатость поверхностей шпоночного паза
принимается в пределах R a =3,6…12,5 мкм, причём большие значения соответствуют
дну паза.
3.2 Допуски на отклонение формы и
расположения поверхностей также определим приближённым методом
3.2.1 Расчёт допусков на отклонение от
круглости и цилиндричности поверхностей Поверхность Æ 45k6: Td=16
мкм;
T мкм, принимаем
T =4 мкм из стандартного ряда. T мкм, принимаем
T =4 мкм.
Поверхность Æ 50n7: Td=25
мкм;
T мкм, принимаем
T =6 мкм.
Поверхность Æ 25r7: Td=21
мкм; T мкм, принимаем
T =6 мкм.
3.2.2 Допуск на радиальное биение поверхности
относительно поверхности АБ Поверхность Æ 50n7:
T мм, принимаем T
=0,02 мм;
Поверхность Æ 25r7:
T мм, принимаем T =0,02 мм;
3.2.3 Допуск на отклонение от
перпендикулярности торца поверхности Æ50 -0,3
для фиксации подшипника зависит от допуска размера на ширину подшипника
T мкм, принимаем
T =6 мкм. T мкм,
принимаем T =120 мкм.
3.2.4 Допуск на отклонение от симметричности
расположения шпоночного паза
T мкм, принимаем
T =120 мкм,
3.2.5 Допуск на отклонение от
параллельности шпоночного паза
T // мкм, принимаем
T // =120 мкм.
где T B - при определении
допуска перпендикулярности является допуском на ширину подшипника; при
определении допуска отклонения от симметричности боковых сторон шпоночного паза
является допуском на ширину паза вала. Чертим эскиз вала
4. Допуски и посадки шпоночных и шлицевых соединений.
4.1 Шпоночные соединения.
Исходные данные: d=35 мм, тип соединения 3 (плотное
соединение). По ГОСТ 23360-78 выбираем
основные размеры соединения: b=10 мм, h=8 мм; Глубина паза вала и
втулки соответственно: t 1 =5 мм, t 2 =3,3 мм; Вид исполнения 1; Длина шпонки l=50 мм; Условное обозначение
шпонки: Шпонка 1-10 ĥ 8 ĥ 50 ГОСТ 23360-78. Условия применения –
плотное характеризуемое вероятностью получения примерно одинаковых небольших
натягов в соединении шпонок с обоими пазами; сборка осуществляется
напрессовкой, применяется при редких разборках и реверсивных нагрузках. Для заданного типа
соединения назначаем поля допусков для деталей шпоночного соединения: поле допуска вала s6, поле допуска отверстия
H7, поле допуска ширины
шпонки b - h9, поле допуска высоты шпонки
h - h11, поле допуска длины шпонки
l - h14, поле допуска ширины паза на
валу и во втулке - P9, Определяем предельные
отклонения пользуясь стандартом на гладкие соединения: диаметр вала 35 диаметр втулки 35 ширина шпонки 10 высота шпонки 8 длина шпонки 50 ширина паза на валу 10 ширина паза во втулке 10 глубина паза вала
Глубина паза втулки
Строим схемы расположения
полей допусков (рисунок 4.1).
4.2 Прямобочное шлицевое соединение
Исходные данные: b-6 ĥ
28H11/ ≥ 26,7 ĥ 32H12/a11 ĥ7F8/js7 ГОСТ
1139-80 Прямобочное шлицевое соединение:
центрирование по боковым поверхностям зубьев b; поле допуска центрирующего диаметра D=32
мм H12 - втулки, число прямобочных шлицов 6; внутренний диаметр соединения d=28 мм; ширина шлица b=7 мм, поле допуска ширины шлица втулки F8, поле допуска ширины шлица вала js7. Центрирование по b применяется,
когда не требуется особой точности соосности, при передаче значительных
моментов, в случаях, когда недопустимы большие зазоры между боковыми
поверхностями вала и втулки; наиболее простой и экономичный способ. По ГОСТ 1139-80 назначаем поля допусков
втулки и вала по нецентрирующему диаметру: втулки H11, предельное отклонение вала по
нецентрирующему диаметру d не менее 26,7 мм. Величины предельных отклонений диаметров и
ширины прямобочного шлица: Для втулки b-6 ĥ 28H11
ĥ 32H12 ĥ7F8 ГОСТ 1139-80 центрирующий диаметр; нецентрирующий диаметр; ширина паза; Для вала b-6 ĥ ≥ 26,7
ĥ 32a11 ĥ7js7 ГОСТ 1139-80 центрирующий диаметр; нецентрирующий диаметр мм; ширина паза; Строим схемы расположения полей допусков
(рисунок 4.2). 4.3 Эвольвентные шлицевые соединения
Исходные данные: 48 ĥ H7/h6 ĥ 2
ГОСТ 6033-80 Номинальный диаметр D=48 мм, Модуль m=2 мм, вид центрирования по наружному диаметру, поле допуска наружного диаметра вала d a
- h6. Центрирование по наружному диаметру D
наиболее технологично, так как в этом случае в качестве окончательной операции
отверстия выполняют протягивание, а при обработке вала - шлифование. Такое
центрирование применяется в деталях с незакалённым отверстием. Определяем по ГОСТ 6033-80 недостающие
параметры эвольвентного соединения: Число зубьев Z=22; Делительный диаметр:
Диаметр впадин шлицевого вала Диаметр внутренней втулки
Назначаем поле допуска ширины впадины
втулки e - 9H, поле допуска толщины зуба вала S - 9d: посадка 9H/9d. Поле допуска втулки и вала по
нецентрируемому диаметру при плоской форме дна впадины: для втулки D a
- H11, для вала d f - h16, посадка H11/h16. Величины предельных отклонений диаметров,
предельные отклонения по боковым сторонам зубьев: Для втулки 48 ĥ H7 ĥ 2 ГОСТ
6033-80: центрирующий диаметр; ширина впадины
e - 9H: ES=+71мкм; EJ e =+26 мкм; Для вала 48 ĥ h6 ĥ 2 ГОСТ
6033-80: центрирующий диаметр; толщина зуба
S - 9d: es=-44 мкм; es e =-70 мкм; Строим схемы расположения полей допусков
(рисунок 4.3).
Литература
1. Марков Н.Н., Осипов В.В., Шабалина М.Б.
Нормирование точности в машиностроении: Учеб. для машиностроит. спец. вузов. /
Под ред. Ю.М. Соломенцева. – 2-е изд., перераб. и доп. – М.: Высш. шк.;
Издательский центр "Академия", 2001. – 335 с.: ил. 2. Якушев А.И. и
др. Взаимозаменяемость, стандартизация и технические измерения: Учебник для
втузов / А.И. Якушев, Л.Н. Воронцов, Н.М. Федотов. – 6-е изд., перераб. и доп.
– М.: Машиностроение, 1987. – 352 с.: ил. 3. В.И. Анурьев "Справочник
конструктора-машиностроителя": в 3 т. -8е изд.: -М.: Машиностроение,
2001г.
Тип
посадки
Допуск
посадки
Основные понятия о размерах, отклонениях и посадках
Создатели механизмов и машин, исходя из назначений деталей, на основе расчетов различного характера и результатов экспериментальных исследований, определяют геометрические параметры элементов деталей. Степень возможных, с точки зрения работоспособности каждой детали, отклонений ее геометрических параметров от заданных определяет конструктор. Естественно, что одни элементы деталей требуется выполнить более точно, чем другие в соответствии с их назначением.
В то же время известно, что абсолютно точно изготовить геометрические элементы детали невозможно вследствие целого ряда причин, свойственных любому технологическому процессу.
1. Размер – числовое значение линейной величины (диаметра, длины ит.п.) в выбранных единицах измерения. Другими словами, размер элемента детали – расстояние между двумя характерными точками этого элемента.
2. Размер элемента, установленный измерением с допускаемой погрешностью, называют действительным размером . Действительный размер выявляется экспериментальным путем (измерением) с допустимой погрешностью, которая определена какими–либо нормативными документами. Действительный размер находят в случаях, когда требуется определить соответствие размеров элементов детали установленным требованиям. Когда же такие требования не установлены и измерения проводят не с целью приемки продукции, то возможно использование термина измеренный размер, т. е. размер, полученный в результате измерений.
3. Истинный размер – размер, полученный в результате изготовления и значение которого нам неизвестно, хотя оно и существует. К значению истинного размера мы приближаемся по мере повышения точности измерений, поэтому понятие «истинный размер» часто заменяют понятием «действительный размер», который близок к истинному в условиях поставленной цели.
4. Номинальный размер – размер, относительно которого определяются отклонения. Для деталей, составляющих соединение, номинальный размер является общим для отверстия и вала. Номинальный размер определяется конструктором в результате расчетов на прочность, жесткость, при определении габаритов и т.д. или с учетом конструктивных и технологических соображений. Этот размер указывают на чертеже.
5. Учитывая погрешность обработки, конструктор указывает не один размер, а два предельно допустимых размера элемента, между которыми должен находиться (или быть им равным) действительный размер. Эти два размера называют наибольшим предельным размером (наибольший допустимый размер элемента детали) и наименьшим предельным размером (наименьший допустимый размер элемента детали). Разность между наибольшим и наименьшим предельными размерами называется допуском на обработку или допуском, обозначаемым Т d:
![]() ;
;
![]() .
.
Допуск – это существенно положительная величина, он не может быть отрицательным. Это интервал значений размеров, между которыми должен находиться размер годного элемента детали.
![]() ;
; ![]() .
.
Следовательно, допуск показывает как бы разрешенную погрешность обработки, заранее предусмотренную и отраженную в чертеже детали. В этом случае годными и взаимозаменяемыми будут такие детали, у которых размер, получившийся после обработки, находится в пределах допуска.
Чем меньше допуск, тем точнее должен быть изготовлен нормируемый элемент детали и тем труднее, сложнее и потому дороже его изготовление. Чем больше допуск, тем грубее требования к элементу детали и тем проще и дешевле его изготовление.
Таким образом, устанавливать (нормировать) точность размера – это значит указать два его возможных (допускаемых) предельных значения.
Правильность получения размеров при обработке проверяется их измерением.
Измерить размер – значит сравнить его значение с величиной, принятой за единицу (для линейных размеров единицей измерения является метр).
Все инструменты и приборы, применяемые для измерений, имеют общее название – измерительные средства. При измерениях возможны погрешности, и поэтому абсолютно точно определить размер детали невозможно.
Погрешностью измерения называется отклонение результата измерения от истинного значения измеряемой вёличины. Погрешность измерения могут вызвать: погрешности, вносимые установочными мерами и образцами; неточности СИ или изношенность его отдельных частей; температурные влияния; ошибки, связанные с опытом и навыками человека, который проводит измерение и т.д.
Организация серийного выпуска изделий потребовала сокращения вложенного в них овеществленного труда. Добиться снижения себестоимости изделий можно было за счет упрощения конструкции (в первую очередь отказа от излишеств – дорогих материалов, трудоемких украшений, нетехнологичных деталей и сборочных единиц) и изменения технологии (обеспечения разделения труда и кооперации производства).
Разделение труда в предельной форме можно представить, как членение технологического процесса изготовления изделия на операции – простейшие действия, каждое из которых выполняется одним работником (оператором). Научиться выполнению такой операции можно в течение нескольких минут, а достаточные навыки работы приобрести за 2...3 рабочие смены. Выигрыш от такой организации труда – высокая производительность при минимальных требованиях к квалификации работника.
Для обеспечения определенного уровня качества серийно выпускаемых изделий необходимо, чтобы все обработанные детали одного назначения (номенклатуры, типоразмера) были практически одинаковыми. Различия между деталями должны быть столь незначительны, чтобы любая из них собиралась с ответными, а собранные вместе они составляли изделие, неотличимое в работе от других. Детали, и более сложные изделия, если они отвечают поставленным требованиям, называются взаимозаменяемыми.
В бытовом смысле взаимозаменяемость можно рассматривать как одинаковость изделий, но поскольку абсолютно одинаковых изделий не существует, очевидно, что при изготовлении следует всего лишь не допустить таких различий, которые выходят за оговоренные нормы. Эти нормы фиксируют в документации (конструкторская документация, технические описания, паспорта и др.). Для придания наиболее часто употребляемым нормам официального статуса широко используется стандартизация. Стандартизуют сложные изделия и процессы, их составные части, вплоть до элементарных. Всем известны не только стандартные дома и машины, но и стандартное напряжение электрической сети, стандартные размеры магнитной ленты, магнитных и оптических дисков, скорости записи и воспроизведения информации.
Для получения стандартных изделий заданного уровня качества приходится организовывать разветвленную нормативную базу. Стандартизация является нормативной базой взаимозаменяемости серийно выпускаемых изделий и многократно воспроизводимых процессов.
В технике взаимозаменяемость изделий подразумевает возможность равноценной (с точки зрения оговоренных условий) замены одного другим в процессе изготовления или ремонта. Чем более подробно и жестко нормированы параметры изделий, тем проще реализуется замена, но тем сложнее обеспечить взаимозаменяемость.
Взаимозаменяемость изделий и их составных частей (узлов, деталей, элементов) следует рассматривать как единственную возможность обеспечения экономичного серийного и массового производства изделий заданного уровня качества. Одинаковый (колеблющийся в пределах пренебрежимых для потребителя различий) уровень качества конечных изделий конкретного производства обеспечивается выполнением определенного набора требований. Требования предъявляются ко всем элементам деталей и сопряжений, которые обеспечивают нормальную работу изделия. Обеспечение взаимозаменяемости, а значит и заданного уровня качества изделий подразумевает:
Установление комплекса требований ко всем параметрам, оказывающим влияние на взаимозаменяемость и качество изделий (нормирование номинальных значений и точности параметров);
Соблюдение при изготовлении установленных норм, единых для одинаковых объектов, и эффективный контроль нормируемых параметров.
При этом пробелы при назначении норм или неправильный, нечетко определенный выбор их границ могут привести к нарушению взаимозаменяемости изготавливаемых изделий, следовательно, к несоблюдению заданного уровня качества изделий. Неправильный или неполный набор при нормировании номенклатуры параметров или их предельных значений приведет к нарушению взаимозаменяемости (вплоть до издевательства над заказчиком: ...за время пути собака могла подрасти), при котором изготовитель формально не может быть обвинен в несоблюдении норм.
Итак, высшим достижением нормирования параметров изделия будет обеспечение полной взаимозаменяемости однотипных изделий в любой изготавливаемой партии. Полная взаимозаменяемость подразумевает взаимозаменяемость изделий по всем нормируемым параметрам. Параметры и свойства, не имеющие принципиального значения для функционирования изделий, не нормируются. Например, домохозяйку мало интересуют размеры частиц сахара-песка, который продается на вес, в то время как для макаронных изделий форма и размеры могут быть достаточно значимыми свойствами, поскольку лапша и вермишель развариваются неодинаково. Взаимозаменяемость (полная взаимозаменяемость) подразумевает соблюдение в процессе изготовления изделия всех его нормируемых параметров в заданных пределах. В число нормируемых параметров изделий могут входить:
Геометрические (размеры, форма, расположение и шероховатость поверхностей);
Физико-механические (твердость, масса, отражательная способность и т.д.);
Экономические (себестоимость, лимитная цена, производительность и др.);
Прочие (эргономические, эстетические, экологические и др.).
Можно отказаться от взаимозаменяемости еще в процессе проектирования, заложив в конструкцию компенсатор, который обеспечивает изменение в определенных пределах (регулирование) нормируемого параметра. Всем известны регулируемые опоры (ножки) приборов и мебели, которые позволяют компенсировать не только неточности изготовления самих изделий, но и несовершенство базовых поверхностей (стола, пола).
Функциональная взаимозаменяемость – аналог полной взаимозаменяемости, которая понимается не в буквальном смысле (одинаковость параметров), а ограничивается необходимым и достаточным набором требований к работе (выполнению функций) изделия. Например, функционально взаимозаменяемыми могут оказаться карандаш, шариковая или перьевая ручка, кусок мела, пишущая машинка, компьютер если необходимо записать краткое сообщение (перечень составлен без учета экономических затрат и квалификации). Наложение экономических ограничений может резко укоротить такой список. Особенностью, которую подчеркивает термин функциональная взаимозаменяемость, является приоритет выполняемых изделием функций (карандашом, мелом, ручкой...пишут) при возможных существенных технических отличиях используемых объектов. Функционально взаимозаменяемыми при определенной постановке задачи (своевременная явка на работу) могут быть признаны такие транспортные средства, как трамвай, троллейбус, автобус, такси, велосипед или собственные ноги.
Функционально взаимозаменяемыми по содержанию зафиксированной информации для владельца компьютера могут быть файлы, записанные на жестком диске, гибких дисках, компакт-дисках (при наличии соответствующих дисководов), а также твердая копия соответствующего файла, хотя параметрические отличия между носителями информации весьма существенны. В частности, распечаткой можно воспользоваться и тогда, когда компьютер перестал работать из-за временного отсутствия электроэнергии, технической неисправности, завирусованности.
Из рассмотренных примеров вытекают две акцентированных особенности функциональной взаимозаменяемости: нацеленность на результат при практически безразличном отношении к процессу (целеобеспечивающая взаимозаменяемость), либо гарантирующая результат за счет воспроизведения функций (процессуальная взаимозаменяемость). В частности, нам бывает безразлично, откуда и как получить необходимую текстовую информацию, если обеспечена ее полнота и доступность. С другой стороны, если эта информация подлежит редактированию или другому видоизменению (частичному заимствованию, объединению с дополнительной информацией и т.д.), для нас становится весьма важными свойствами не только форма ее представления (распечатка или электронная копия на дискете), но и система ее кодирования. Электронная копия текста становится бесполезной, если у нас в компьютере нет соответствующей среды (так называемый текстовый процессор, версия которого совместима с использованной). В данном случае речь идет о процессуальной взаимозаменяемости, поскольку принципиально описанные операции можно реализовать с помощью машинописи, но без компьютера здесь происходит скатывание к неполной взаимозаменяемости из-за затруднений в использовании шрифтов, математических знаков и прочих символов. Нарисованную картину можно продолжить до возврата к индивидуальному переписыванию текстов гусиными перьями.
Детали для изделий машиностроения (в отличие от ряда радиоэлектронных, оптических и др.) держат первый экзамен на взаимозаменяемость в процессе сборки. Неточно изготовленные детали могут не собраться друг с другом или сломаться при попытке собрать их силой, поэтому для механических деталей и узлов в первую очередь рассматривается такой аспект как геометрическая взаимозаменяемость.
Используемые для нормирования массивы значений геометрических параметров, как правило, оформлены в виде стандартов. Например, можно воспользоваться стандартами параметров макрогеометрии поверхностей (размеры, форма, расположение) и микрогеометрии (шероховатость). Стандарты пригодны для нормирования геометрических параметров любых типовых деталей и поверхностей в весьма широком диапазоне.
Годность изделия по данному параметру Q оценивают сравнением действительного значения параметра Qдств с его предельными допускаемыми значениями. Определение годности называется контролем параметра, и если при этом используются средства измерений, то контроль называют измерительным. Измерительный контроль обычно осуществляется в два этапа:
Определение действительного значения параметра;
Сравнение действительного значения параметра с нормированными значениями и определение годности объекта по контролируемому параметру.
Чтобы получить действительное значение контролируемого параметра заданного физической величиной, необходимо сравнить его реальное значение с единицей соответствующей физической величины – в этом и заключается суть любого измерения. Единицы физических величин стандартизованы, они воспроизводятся с помощью стандартных эталонов, а от них передаются стандартным и нестандартизованным рабочим средствам измерений.
На курсовую работу по дисциплине «Нормирование точности в машиностроении».
Исходные данные для варианта № 23.
Качество изделий машиностроения зависит от геометрической точности деталей, входящих в них. Точность есть понятие совокупное, и может быть оценена точностью размеров элементов детали, точностью формы поверхностей и их взаимным расположением, волнистостью и шероховатостью. Нормирование точности размеров осуществляется стандартами Единой системы допусков и посадок (ЕСДП) через систему ГОСТов (Государственных стандартов). Различают размеры: номинальный - размер, относительно которого определяются предельные размеры и который служит началом отсчета отклонений, назначается из числа стандартных по ГОСТ 6636 «Нормальные линейные размеры», предельные (наибольший и наименьший) - два предельно допустимых размера, между которыми должен находиться действительный размер годной детали; действительный - размер, установленный измерением с допускаемой погрешностью.
Принятые обозначения:
· - номинальный размер отверстия (вала);
· , - размер отверстия (вала), наибольший (максимальный), наименьший (минимальный), действительный;
· - верхнее отклонение отверстия (вала); - нижнее отклонение отверстия (вала);
· - зазор, наибольший (максимальный), наименьший (минимальный), средний соответственно;
· - натяг, наибольший (максимальный), наименьший (минимальный), средний соответственно.
При обработке каждая деталь приобретает свой действительный размер и может быть оценена как годная, если он находится в интервале предельных размеров, или забракована, если действительный размер вышел за эти границы.
Условие годности деталей может быть выражено следующем неравенством:
Разность между наибольшим и наименьшим предельными размерами называется допуском размера . Допуск всегда положительная величина.
Для отверстия;
Для вала.
Допуск является мерой точности размера. Чем меньше допуск, тем меньше допустимое колебание действительных размеров, тем выше точность детали и, как следствие, увеличивается трудоемкость обработки и ее себестоимость. Положение допуска относительно номинального размера определяется отклонениями.
Отклонением размера называется алгебраическая разность между размером (действительным, предельным) и номинальным размером. Отсюда отклонения могут быть действительными или предельными, а предельные - верхним ES (es) и нижним EI (ei):
для отверстия,
для вала,
Отклонения могут быть: положительными (со знаком плюс), если
отрицательными (со знаком минус), если
и равными нулю, если
В соединении элементов двух деталей один из них является внутренним (охватывающим), другой - наружным (охватываемым). В ЕСДП всякий наружный элемент называется валом, всякий внутренний элемент - отверстием. Термины «отверстие» и «вал» применяются и к несопрягаемым элементам.
Разность размеров отверстия и вала до сборки определяет характер соединения деталей, т.е. посадку . Зазор характеризует большую или меньшую свободу относительного перемещения деталей соединения, а натяг - степень сопротивления взаимному смещению деталей в соединении:
Конструктор назначает посадки в виде определенного сочетания полей допусков отверстия и вала, причем номинальный размер отверстия и вала является общим (одинаковым) и называется номинальным размером соединения . Существуют три типа посадок: с зазором, натягом и переходные, которые могут быть назначены в системе отверстия (СH) или в системе вала (Сh). Выбор системы диктуется конструктивными, технологическими или экономическими соображениями.
В системе отверстия посадки осуществляются между основным отверстием с основным отклонением H и валами с различными основными отклонениями (a....zc).
В системе вала посадки осуществляются между основным валом с основным отклонением h и отверстиями с различными основными отклонениями (A....ZC).
Из двух систем предпочтительной является СH, так как обработать точное отверстие дороже, чем точный вал, а для производства разных по точности отверстий в системе Сh требуется множество мерных режущих инструментов (сверл, зенкеров, разверток, протяжек и т.д.) и средств контроля.
Система вала применяется реже, в экономически обоснованных случаях: на валах, изготовленных из калиброванного холоднотянутого прутка без обработки резанием посадочных поверхностей; в соединении длинного участка вала одного номинального размера с отверстиями в нескольких деталях с различными характеристиками посадки; в соединениях стандартных деталей и узлов, выполненных в системе вала (наружное кольцо подшипника, шпонка по ширине и др.). Посадки могут быть выполнены с зазором -S, натягом- N и переходными- S(N).
Различают, которые количественно оценивают посадку и подсчитываются по формулам:
Допуск посадки с зазором
Значение иногда называют гарантированным зазором. К посадкам с зазором относятся и посадки в различных квалитетах, в которых нижняя граница поля допуска отверстия совпадает с верхней границей поля допуска вала. Для них=0.
В посадке с натягом поле допуска отверстия расположено под полем допуска вала, т.е. действительный размер вала до сборки больше действительного размера отверстия. Требуется применение силового или теплового воздействия (нагрев втулки или охлаждение вала).
Допуск посадки с натягом
где - гарантированный натяг.
Переходной посадкой называется посадка, в которой при сборке возможно получение как зазора, так и натяга. Эти посадки обеспечивают точное центрирование (совпадение осей) втулки относительно оси вала. В такой посадке поля допусков отверстия и вала частично или полностью перекрывают друг друга
Переходные посадки характеризуются наибольшими значениями натяга и зазора
Допуск переходной посадки
В переходной посадке средний натяг (зазор) рассчитывается по формуле:
Результат со знаком минус будет означать, что среднее значение для посадки соответствует Допуск посадки всегда равен сумме допусков отверстия и вала.
Исходные данные :
Номинальный диаметр: D=20 мм.
Поля допусков отверстий: E8; F7; JS6; N8; P6; S7.
Поля допусков валов: d8; f7; js6; n6; p6; r6.
Согласно ГОСТ 25347-82 «Единая система допусков и посадок. Поля допусков и рекомендуемые посадки» распишем предельные верхние (es, ES) и нижние (ei, EI) отклонения для заданных полей допуска.
1) Для поля допуска E8:
Верхнее отклонение ES = + 73 мкм
Нижнее отклонение EI = + 40 мкм
Допуск Т = 33 мкм
2) Для поля допуска F7:
Верхнее отклонение ES = + 41 мкм
Нижнее отклонение EI = + 20 мкм
Допуск Т = 21 мкм
3) Для поля допуска JS6:
Верхнее отклонение ES = + 6,5 мкм
Нижнее отклонение EI = - 6,5 мкм
Допуск Т = 13 мкм
4) Для поля допуска N8:
Верхнее отклонение ES = - 3 мкм
Нижнее отклонение EI = - 36 мкм
Допуск Т = 33 мкм
5) Для поля допуска P6:
Верхнее отклонение ES = - 18 мкм
Нижнее отклонение EI = - 31 мкм
Допуск Т = 13 мкм
6) Для поля допуска S7:
Верхнее отклонение ES = - 27 мкм
Нижнее отклонение EI = - 48 мкм
Допуск Т = 21 мкм
7) Для поля допуска d8:
Верхнее отклонение es = - 65 мкм
Нижнее отклонение ei = - 98 мкм
Допуск Т=33 мкм
8) Для поля допуска f7:
Верхнее отклонение es = - 20 мкм
Нижнее отклонение ei = - 41 мкм
Допуск Т=21 мкм
9) Для поля допуска js6:
Верхнее отклонение es = + 6,5 мкм
Нижнее отклонение ei = - 6,5 мкм
Допуск Т=13 мкм
10) Для поля допуска n6:
Верхнее отклонение es = + 28 мкм
Нижнее отклонение ei = +15 мкм
Допуск Т=13 мкм
11) Для поля допуска p6:
Верхнее отклонение es = + 35 мкм
Нижнее отклонение ei = + 22 мкм
Допуск Т=13 мкм
12) Для поля допуска r6:
Верхнее отклонение es = + 41 мкм
Нижнее отклонение ei = +28 мкм
Допуск Т=13 мкм

Рисунок 1.Схема расположения полей допусков отверстий

Рисунок 2. Схема расположения полей допусков валов
Выразим абсолютные значения отклонений размеров:
а) Через предельные размеры:
Отверстие Ш20Е8:
б) Через предельные отклонения отверстия (вала):
|
С зазором |
Переходная посадка |
С натягом |
||||
Изобразим графически три вида посадок.
высшего профессионального образования
«Алтайский государственный технический университет
имени И.И. Ползунова»
В.А. Вагнер,
В.П. Звездаков,
В.В. Собачкин
НОРМИРОВАНИЕ ТОЧНОСТИ В МАШИНОСТРОЕНИИ
Учебное пособие
по дисциплине "Метрология, стандартизация и сертификация"
Допущено Учебно-методическим объединением вузов по университетскому политехническому образованию в качестве пособия для студентов высших учебных заведений, обучающихся по машиностроительным направлениям подготовки
Из-во АлтГТУ
Барнаул – 2011
Вагнер В.А. Нормирование точности в машиностроении. Учебное пособие по дисциплине «Метрология, стандартизация и сертификация»/ В.А. Вагнер, В.П. Звездаков, В.В. Собачкин. - Барнаул: Изд-во Алт.гос.техн. ун-т им. И.И.Ползунова.- 2011, 84 с.: ил.
В учебном пособии представлены сведения о нормировании точности в машиностроении при разработке деталей и узлов машин.
Целью работы является изучение теоретических вопросов по разделу «взаимозаменяемость» дисциплины «Метрология, стандартизация и сертификация», развитие навыков самостоятельной деятельности студентов по практическому закреплению рассмотренных в теоретической части курса задач, а также работы со справочной литературой и стандартами.
Учебное пособие предназначено для студентов высших учебных заведений всех специальностей, обучающихся по машиностроительным направлениям подготовки очной, очно-заочной и заочной форм обучения , изучающих курс «Метрология, стандартизация и сертификация».
Рецензенты:
Профессор кафедры «Метрология и взаимозаменяемость» МГТУ им. Н.Э.Баумана,
д.т.н. Пронякин В.И.
Профессор кафедры «Детали машин» Уральского федерального университета,
д.т.н. Чечулин Ю.Б.
1 Определение номинальных размеров деталей сборочной единицы. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2 Общие сведения о размерах, допусках, посадках и предельных отклонениях. . . . . . . . . . . . . . . . . . . . . .
3 Допуски и посадки в «Единой системе допусков и посадок» . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4 Выбор посадок при проектировании конструкций. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.1 Посадки с зазором. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.2 Переходные посадки. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.3 Посадки с натягом. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5 Расчет посадки с натягом. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6 Допуски и посадки шпоночных соединений. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.1 Соединения с призматическими шпонками. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.2 Соединения с сегментными шпонками. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7 Допуски и посадки зубчатых (шлицевых) соединений. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.1 Зубчатое соединение с прямобочными шлицами. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.2 Зубчатое соединение с эвольвентными шлицами. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8 Посадки подшипников качения. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9 Размерные цепи. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
10 Нормирование точности формы и расположения поверхностей типовых деталей машин, определение требуемой шероховатости поверхности. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
10.1 Допуски формы и взаимного расположения поверхностей. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
10.2 Шероховатость поверхностей деталей. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
11 Допуски расположения осей отверстий для крепежных деталей. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
12 Обоснование технических требований на чертеж сборочной единицы. . . . . . . . . . . . . . . . . . . . . . . . . . .
12.1 Общие положения. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
12.2 Определение величин технических требований. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
12.2.1 Определение величин боковых зазоров в зацеплении. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
12.2.2 Определение полноты контакта сопряженных боковых поверхностей зубьев. . . . . . . . . . . . . . . . . .
13 Указания по составлению технических требований и оформлению рабочего чертежа зубчатого колеса. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
13.2 Рекомендации по составлению технических требований для цилиндрического и конического зубчатых колес. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
14 Указания по составлению технических требований и оформлению рабочего чертежа вала редуктора
15 Рекомендации по составлению технических требований, разработке и оформлению чертежа крышки подшипника и стакана. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Список литературы. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Приложение А. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Приложение Б. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
В соответствии с образовательным стандартом для студентов технических специальностей машиностроительного направления, изучающих дисциплину «Метрология, стандартизация и сертификация» в разделе взаимозаменяемость, предусмотрена курсовая работа или расчетное задание.
Целью курсовой работы (расчетного задания) является закрепление знаний, полученных из теоретического курса и приобретение навыков их практического применения , поэтому в данной работе приводятся как сведения теоретического характера по основным разделам дисциплины, так и примеры решения типовых задач курса. В приложении к работе дается справочный материал, необходимый для решения задач.
Выполнение курсовой работы проводится по индивидуальным заданиям, выданным преподавателем .
Требования к содержанию и оформлению курсовой работы (расчетного задания) изложены в методических рекомендациях .
1 Определение номинальных размеров деталей сборочной единицы
Размеры деталей, составляющих сборочную единицу, зависят от задания и варианта на курсовую работу. Для определения их номинальных значений необходимо вычислить масштабный коэффициент. Рассчитывается он следующим образом. На чертеже задания на курсовую работу измеряется размер, соответствующий диаметру вала под подшипником качения (d 3 измеренный). Заданный по заданию размер (d 3 заданный) делят на этот измеренный размер и получают масштабный коэффициент μ
Измеряя все другие размеры деталей сборочной единицы и умножая их на этот масштабный коэффициент, определяют расчётные размеры.
Для сокращения числа типоразмеров заготовок и деталей, режущего и измерительного инструмента значения номинальных размеров , полученные расчетом, необходимо округлить до значений, указанных в ГОСТ 6636-69 «Нормальные линейные размеры» (таблица А.1). После этого округленные значения номинальных размеров следует занести в таблицу 1.1. Размеры, связанные с подшипником качения, при этом, следует принять по стандарту на это изделие, независимо от величины расчётного размера. Для этого следует расшифровать условное обозначение заданного подшипника качения, определив его серию, тип и конструктивные особенности, а затем по ГОСТ 520-2002 или справочникам выписать все параметры подшипника качения, необходимые для дальнейших расчетов (присоединительный диаметр наружного кольца, ширину колец, динамическую грузоподъемность подшипника).
Затем назначают размеры, связанные с подшипником качения. Такими размерами являются размер d 1 (посадочный диаметр сквозной крышки подшипника), d 2 (диаметр отверстия в корпусе для установки подшипника), d 4 (внутренний диаметр дистанционной втулки), d 5 (посадочный диаметр глухой крышки подшипника). Обозначения по .
Например, если по заданию известно , что d 3 = 30 мм, тип подшипника 7300, то это значит, что типоразмер подшипника 7306 (d 3 /5=30/5 = 6), подшипник роликовый конический и наружный его диаметр D = 72 мм . В соответствии с этим размеры d 1 = d 2 = d 5 = 72 мм, и d 4 = d 3 = 30 мм.
При заполнении таблицы 1.1 следует обращать внимание на размеры нормированных и стандартных деталей, которые необходимо также принимать согласно соответствующим нормативным документам. К таким деталям относятся уплотнения подшипниковых узлов, шпонки, гайки круглые шлицевые, крышки подшипников сквозные и глухие, стаканы подшипников .
По полученным размерам вычерчивают в соответствующем масштабе сборочную единицу.
2 Общие сведения о размерах, допусках, посадках и предельных отклонениях
Размер – числовое значение линейной величины (диаметр, длина и т. п.) в выбранных единицах измерения. На чертежах все линейные размеры указываются в миллиметрах.
Действительный размер – размер элемента, установленный измерением с допускаемой погрешностью.
Предельные размеры – два предельно допустимых размера, между которыми должны находиться или которым может быть равен действительный размер годной детали. Больший из них называется наибольшим предельным размером, а меньший – наименьшим предельным размером. Обозначаются D max и D min для отверстия и d max и d min для вала.
Номинальный размер – размер, относительно которого определяются отклонения. Размер, который указан на чертеже является номинальным. Номинальный размер определяется конструктором в результате расчетов на прочность и жесткость или с учетом конструктивных и технологических особенностей. Для деталей, образующих посадочное соединение , номинальный размер является общим.
В
Таблица 1.1 - Размеры сборочной единицы
№ п/п
Обозначение размера
Размер измеренный, мм
Размер расчетный, мм
Размер по ГОСТ 6636-69
1
. . .
. . .
. . .
. . .
2
. . .
. . .
. . .
. . .
n
. . .
. . .
. . .
. . .
ерхнее отклонение ES, es – алгебраическая разность между наибольшим предельным и соответствующим номинальным размерами.
ES = D max – D - для отверстия, (2.1)
es = d max – d - для вала. (2.2)
Нижнее отклонение EI, ei – алгебраическая разность между наименьшим предельным и соответствующим номинальным размерами.
EI = D min – D - для отверстия, (2.3)
ei = d min – d - для вала. (2.4)
Действительное отклонение – алгебраическая разность между действительным и номинальным размерами.
Допуск Т – разность между наибольшим и наименьшим предельными размерами или алгебраическая разность между верхним и нижним отклонениями.
Т D = D max – D min = ES - EI - для отверстий, (2.5)
Т d = d max – d min = es - ei - для вала. (2.6)
Допуск всегда положителен. Он определяет допускаемое поле рассеивания действительных размеров годных деталей в партии, то есть заданную точность изготовления.
Поле допуска – поле, ограниченное наибольшим и наименьшим предельными размерами и определяемое величиной допуска Т и его положением относительно номинального размера. При графическом изображении поле допуска заключено между двумя линиями, соответствующими верхнему и нижнему отклонениям относительно нулевой линии (рисунок 2.1).
Основное отклонение – одно из двух отклонений (верхнее или нижнее), определяющее положение поля допуска относительно нулевой линии. Основным является отклонение ближайшее к нулевой линии. Второе отклонение определяется через допуск.
Нулевая линия – линия, соответствующая номинальному размеру, от которой откладывают отклонения размеров при графическом изображении допусков и посадок.
Вал – термин, условно применяемый для обозначения наружных (охватываемых) элементов деталей, включая и нецилиндрические элементы.
Отверстие – термин, условно применяемый для обозначения внутренних (охватывающих) элементов деталей, включая и нецилиндрические элементы.
Допуск отверстия обозначается T D , а вала T d . Помимо охватывающих и охватываемых элементов, называемых отверстиями и валами, в деталях имеются элементы, которые нельзя отнести ни к отверстию, ни к валу (уступы, расстояния между осями отверстий и т. д.).
Посадка - характер соединения двух деталей , определяемый разностью их размеров до сборки. Посадка характеризует свободу относительного перемещения соединяемых деталей или степень сопротивления их взаимному смещению. По характеру соединения различают три группы посадок: посадки с зазором, посадки с натягом и переходные посадки.
Зазор S – разность размеров отверстия и вала, если размер отверстия больше размера вала. Зазор обеспечивает возможность относительного перемещения собранных деталей. Наибольший, наименьший и средний зазоры определяются по формулам:
S max = D max – d min = ES - ei; (2.7)
S 
Рисунок 2.1. а – сопряжение
б – схема расположения полей допусков вала и отверстия
min = D min – d max = EI - es (2.8)